Dr. Mike Gißrau, on April 04, 2019, 11:45 AM
How Personal Opinions Can Contradict Company Goals
When talking to different people in the area of manufacturing, it’s quite hard to get a consistent definition of what good manufacturing performance consists of. Generally, people will talk about stable, efficient or flexible manufacturing practices but struggle to clearly define manufacturing performance in a way that encompasses the objectives of the entire site. Differing views on this concept commonly exist even across departments within the same manufacturing site. It seems that “tunnel vision” and “information silos” are very common. As a result, individual departments tend to focus on their perceived optimization goals and fail to align with the organization’s global objectives.
This blog series focuses on these issues. In part one, we illustrate where the struggles originate from and point out how to address them. Part two will delve into a general approach to solve common issues in more detail and we will discuss typical use cases and identify minor adjustments that can have a major (and positive) impact within your manufacturing environment.
Self-Optimization vs. Global Optimization
I’d like to introduce a basic issue which can be seen in many manufacturing environments. I call it “self-optimization”. Optimizing work processes is an inherently human behavior. In fact, many groundbreaking inventions go back to self-optimization. In a highly competitive work environment, however, self-optimization doesn’t necessarily support global optimization goals.
Let’s look at one simple example. Imagine there are different forklift truck drivers in different shifts in a production environment with five workstations. Each order or production material has its individual working plan across the different workstations. The workstations are processing according to first-in first-out policy (FIFO). The forklift truck drivers are responsible for moving the produced goods between the workstations and the receiving/shipping station. A visualization of this scenario is illustrated in Figure 1 below.
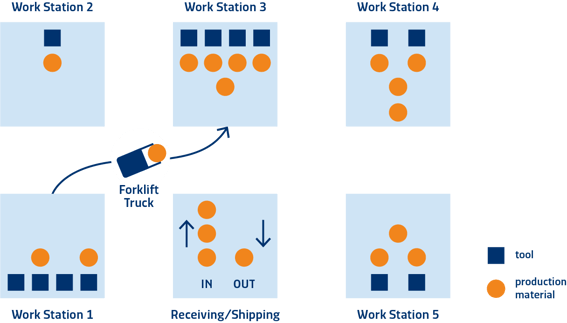
Figure 1: Example of self-optimization – forklift truck driver
Let’s see what could happen when the drivers choose to self-optimize …
Say we have two drivers choosing different strategies: shortest distance and longest distance (as illustrated in Figure 2). Driver 1 decides to take the next order of the pool of waiting orders with minimal distance to his current position. He always chooses the material with the shortest transportation distance and ignores material with longer distances (as long as other material is coming in). His goal is to minimize his efforts and moving time, e.g. to have more time for breaks. Driver 2 actually enjoys driving around (he is a passionate truck driver) and always selects the order which has the longest distance from his current position. How do these self-optimization strategies correspond to a global objective like on-time delivery?
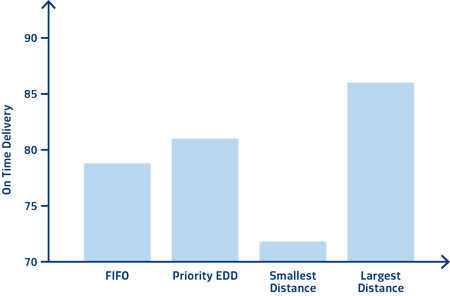
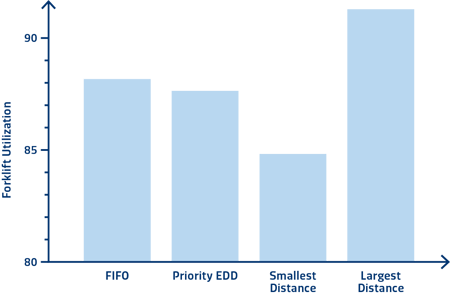
Figure 2: On-Time Delivery vs Utilization of the forklift truck system
Considering the four different strategies visualized in Figure 2, driver 1 who uses the ‘shortest distance’ strategy, optimizes to have more breaks, reduces his forklift utilization and – more importantly – neglects the global optimization goal of the supply chain. He succeeds in minimizing his effort but fails to meet the global on-time delivery goal. On the contrary, driver 2 (who enjoys driving) reaches his goal to maximize forklift utilization and accidentally does quite the right thing in order to fulfill the global target. However, does he even recognize it?
Two typical performance parameters are described in the example above: utilization and on-time delivery. Here, utilization seems to correlate with on-time delivery, but that success is purely coincidental. I intentionally used a rather simple example to convey a point. Real-world examples often reflect several conflicting metrics in place at once. These are generally metrics involving cycle time, flow factor or amount of scrap. Metrics can be assigned to one of the three main corners of the Iron Triangle, money, time or quality.
Here are some (not so good) reasons why opposing metrics are in place:
- Many times, parameters are combined to a multi-element objective for the overall factory. It’s not always clear how exactly the different parameters are weighted and combined.
- Key stakeholders of different departments have strong, opposing opinions of how to prioritize criteria or performance indicators.
- In some cases, there has been little, if any, communication or consensus on metrics across the factory, or multiple sites.
Conflicting performance metrics may succeed locally but likely will not support the global strategy. If your factory is running on conflicting performance metrics, you are not alone. They are commonly found in manufacturing environments across industries like aviation, automotive, semiconductor and electronics manufacturing. These types of conflicts even take place outside of manufacturing industries. Parcel service distribution centers, courier services, and many other industries experience similar problems.
So, what can you do to avoid conflicting metrics and optimize manufacturing performance?
- Ensure that global performance metrics are known, visible, measurable, and can be articulated by everyone across all sites and departments
- Define a strategy to support efforts by each department towards meeting global performance metrics
- Deploy, evaluate, and continue to monitor the strategy and results
- Recognize and reinforce individual operator and team member efforts which positively contribute to the global performance metrics
- Break up the information silos and support communication across departments and sites
What can be done to align individuals’ and departments’ metrics with the organization’s global strategy?
In part two of this series, I discuss a general approach to defining objectives and goals that align with the organization’s global manufacturing strategy. This is the foundational step toward increasing manufacturing efficiency and should always be supported by other shop floor control solutions (like dispatching and scheduling), real-time capable reporting or data automation. For more information on increasing manufacturing efficiency, check out SYSTEMA’s guide to digital transformation.
Be the first to comment.